Kako raditi stroj za automatsko zavarivanje
Potražnja za zavarivanjem poluautomatskih uređaja na tržištu opreme za zavarivanje i dalje raste svake godine. To je zbog njihovih očitih prednosti: pristupačne cijene, širok raspon načina rada, jednostavnost postavljanja i rada. Međutim, majstor početnik nije uvijek u stanju shvatiti kako pravilno koristiti poluautomat. Prvo što trebate znati je uređaj i princip rada jedinice, kao i osnovne preporuke za odabir žice za zavarivanje.
Sadržaj
Uređaj i princip rada poluautomatskog uređaja
Glavna svrha poluautomatskog aparata za zavarivanje je elektrolučno zavarivanje uporabom elektrode za taljenje, koja se puni zaštitnim plinom, Uređaj se koristi za spajanje niskolegiranih i niskougljičnih čelika, dugih i povremenih šavova.

Ova oprema je dizajnirana za rad u zatvorenim, dobro prozračenim prostorima na temperaturama zraka od -10 ° C do + 40 ° C.
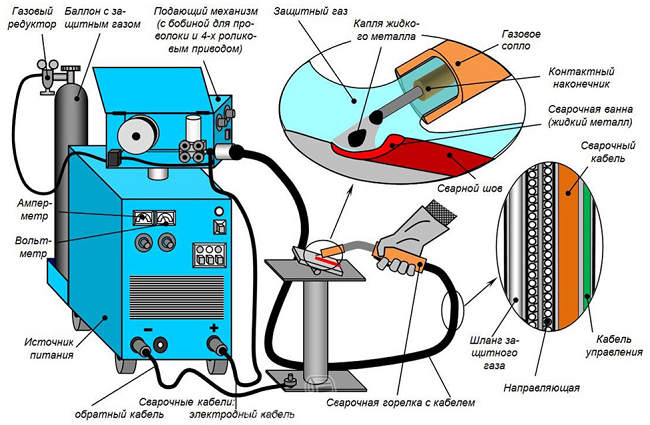
Poluautomatski uređaj sastoji se od sljedeće stavke:
- glavna jedinica koja proizvodi struju za zavarivanje tražene veličine;
- jedinica za dovod žice;
- gorionik za zavarivanje sa spojenim kabelom kroz koji prolazi električna žica, plinsko crijevo, kontrolna žica i vodič za žičanu elektrodu.
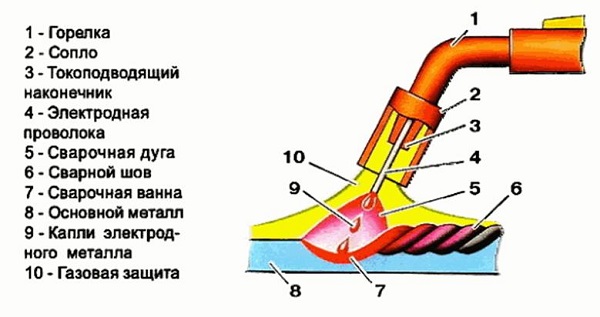
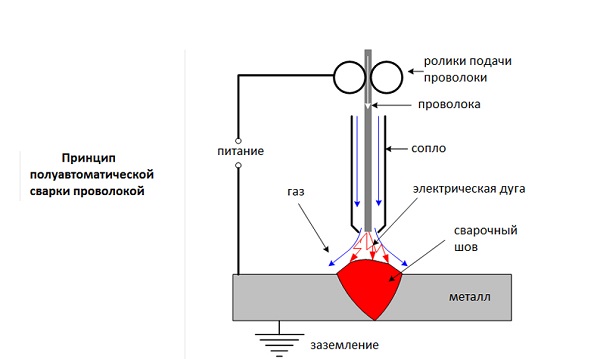
Princip rada jedinice je kako slijedi. Prilikom pritiska tipke za pokretanje smještene na ručki gorionika, započinje dovod žice elektrode (4), struje i zaštitnog plina kroz mlaznicu (2). Struja žice teče kroz vodljivi vrh (4). Kada dođe u kontakt s osnovnim metalom, nastaje električni luk, koji počinje rastapati elektrodu. Kapi metala elektrode, koje padaju na osnovni metal (8), tvore šav (6). U isto vrijeme, kupka za zavarivanje (7) je pregorana zaštitnim plinom (10), koji sprječava ulazak kisika i dušika iz atmosferskog zraka. Zahvaljujući zaštiti plina, zavar je izdržljiv i visoke kvalitete.
Rad poluautomatskog uređaja moguć je bez zaštitnog plina. U ovom slučaju, koristi se elektrodna žica koja ima poseban praškasti sloj. Pri visokim temperaturama, ova obloga isparava, a nastali plinovi imaju zaštitnu funkciju za zavarivanje.
Odabir žice elektrode
Elektrodna žica je ugriz, bez kojega aparat ne može raditi. Poslužuje se pomoću posebnog mehanizma i obavlja funkciju elektrode.
Za poluautomatski postoje dvije skupine materijala za zavarivanje:
- čvrsta žica;
- žica s punjenom elektrodom.
Postoji više od 76 vrsta prve varijante, no najčešće se koristi samo manji dio. Preostali tipovi opreme su visoko specijalizirani i koriste se u proizvodnji. Glavna stvar koju treba uzeti u obzir pri odabiru žice je tip metala iz kojeg će se konstrukcija zavarivati. Najčešće je potrebno kuhati nisko-ugljični i niskolegirani čelik pomoću žice koja nije obložena bakrom i obložena bakrom.
Žica za omatanje bakrom je najpopularniji među zavarivačima zbog antikorozivnog premaza. Ali ne znaju svi da tijekom taljenja bakra u zraku dobivaju štetno isparavanje. Ne bakrena žica je više bezopasan i ima premaz za zaštitu od korozije.
Također se koristi na poluautomatskom punjena žicakoji ne zahtijeva prisutnost zaštitnog plina tijekom kuhanja. Elektrodna žica ima posebnu oznaku, na primjer: CB 08G2S, Dešifrira se na sljedeći način:
- SV - zavarena žica;
- 08 – znači da maseni udio ugljika u sastavu alata iznosi 0,08%;
- G - ovo slovo označava mangan, koji je u sastavu žice;
- 2 - brojka pokazuje da je sadržaj mangana 2%;
- C - ovo pismo ukazuje na prisutnost silicija u opremi, ako nakon slova nema broja, onda sadrži ne više od 1%.
Slijedi tablica u kojoj se dekodiraju slova svih aditiva koji čine žicu za zavarivanje.
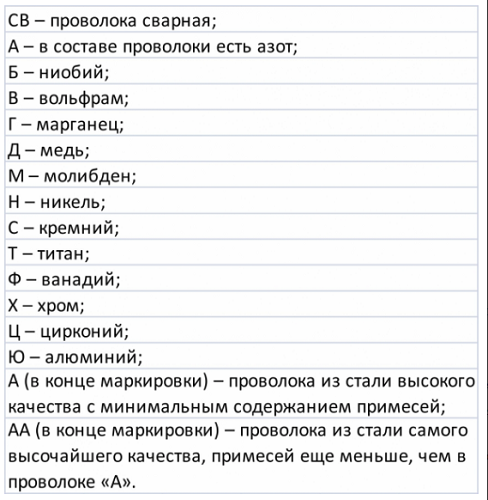
Primjerice, pomoću tablice može se dešifrirati oznaka CB-06H21N7BT, što znači: žica za zavarivanje ima 0,06% ugljika, 21% kroma i nikla - 7%; Žica je legirana s dva metala, niobijem i titanom.
Za zavarivanje niskolegirani čelici (ovo je 90% ukupnog metala) koristi se žica 08G2S promjera 0,6 mm. Može se koristiti iu svakodnevnom životu i za popravak tijela. Osim toga, može se koristiti na uređajima s strujom do 500A. Za zavarivanje nehrđajućih čelika koristite žicu marke Sv01H19N9. Aluminij i bakar kuhaju se u mediju argona koji odgovara sastavu žice. Aluminij se proizvodi s CB-97, CB-A85 i CB-AMts. Za zavarivanje bakra korištena je oprema marke SV-97, CB-A85 i CB-AMts.
Promjer žice elektrode odabire se u skladu s debljinom zavarenog metala.
Pravila poluautomatskog zavarivanja
Prije svega, kada počnete raditi s poluautomatskim uređajem, dijelovi koji su namijenjeni za spajanje moraju biti dobro očišćena od boje i hrđe, Također očistite mjesto na koje će se pričvrstiti kopča za masu.
Kako držati plamenik
Plamenik možete držati jednom rukom, ali kvaliteta šava će biti bolja ako koristite obje. Jedna ruka služi kao potpora, a druga drži plamenik.

Ovom metodom lakše je kontrolirati kut i udaljenost plamenika od obratka, kao i izvršiti potrebne pokrete za dobivanje visokokvalitetnog zavara. Da bi vam ruke bile slobodne, trebate koristite masku za zavarivanjekoji je fiksiran na glavu.
Idealni kut pri radu kao poluautomatski ne postoji. Obično se za spajanje slijepih ploča u istoj ravnini koristi nagib svjetiljke (iz vertikalnog položaja) na 15-20 stupnjeva. Spajanjem dijelova koji su pod kutom jedan prema drugome, koristi se nagib svjetiljke od 45 °. Svaki zavarivač s iskustvom odabire za sebe najpogodniji kut nagiba alata, uzimajući u obzir različite situacije.
Snimač pokreta
Za formiranje visokokvalitetnog šava postoje mnogi načini kretanja svjetiljke.
- Za metale debljine 1-2 mm primijenjeno valovito-cik-cak pokret. Dakle, luk bilježi oboje listove metala i nema vremena da ga spali. Kao rezultat, šav je zapečaćen i izdržljiv.
- Za zavarivanje metala bilo koje debljine nanesite ravan šav, isključujući bilo kakvo pomicanje u stranu. No, u ovom slučaju, operater mora imati određeno iskustvo tako da kada se svjetiljka pomakne, luk ravnomjerno djeluje na oba dijela parenja.
- Ako rad dolazi metala debljine manje od 1 mm, potrebno je smanjiti jačinu struje i brzinu punjenja žice, kao i koristiti žicu manjeg promjera. Zavarivanje se mora odvijati kratkim impulsima, s pauzom između njih oko 1 sekunde. Potrebna je pauza za hlađenje metala i ispuštanje sljedećih segmenata u monolitni šav.
- Ako se parite duge, tanke pojedinosti, tada se zavarivanje provodi kratkim segmentima ili točkama koje se nalaze na određenoj udaljenosti. Također, kako biste izbjegli deformacije dijelova, možete kuhati naizmjence, kratke segmente, s različitim krajevima dijelova za parenje.
Brzina zavarivanja
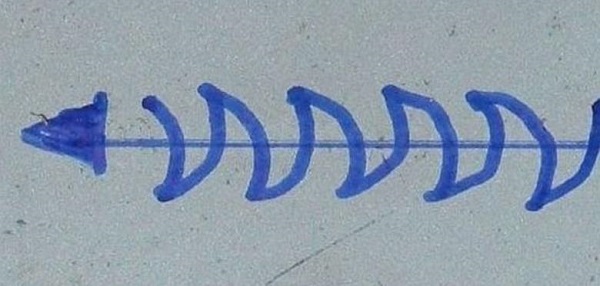
To je brzina kretanja električnog luka duž sučelja dijelova, a njome upravlja operator poluautomatskog uređaja. Brzina kretanja alata trebala bi odgovarati naponu luka, brzini dodavanja žice, debljini metala i željenom obliku šava. Pri velikim brzinama kretanja plamenika nastaje mnogo sprejeva, zaštitni plin ostaje u šavu koji se brzo stvrdnjava i uzrokuje stvaranje pora u njemu. Uz malu brzinu kretanja plamenika, u materijal se formira prekomjerni električni luk, koji ga može sagorijevati. Osim toga, kada se spajaju masivni dijelovi debeli šav. Sljedeća slika prikazuje kako izgledaju šavovi pri različitim brzinama plamenika.

Brzina protoka plina
Opskrba plinom trebala bi biti dovoljna da osigura puhanje isporučene žice. Sa slabim protokom plina, šav neće biti zaštićen od oksidacije. Ali čak i pri visokim protocima, zaštita će biti nedovoljna Pojava turbulencije, Sva ta odstupanja od norme čine šav porozan i krhak. Stoga je vrlo važno postići glatku opskrbu plinom, tako da protok ne uzrokuje turbulenciju i potpuno štiti mjesto zavarivanja.
Dužina žice
Žica, prije nego što dodirne metal, mora izaći iz vrha za 6-13 mm. Od ove vrijednosti ovisi otpornost i temperatura ovog komada elektrode, Što je jači doseg žice od vrha, manja će biti veličina luka. Kao rezultat, šav će biti gusta i uska, s malom penetracijom u metal. Ako se dužina alata smanji, prodiranje luka u metal će se povećati, a šav će postati tanji i širi.
polaritet
Pod polaritetom u opremi za zavarivanje se misli smjeru struje u njegovom krugu, Uz izravni polaritet, na žicu se primjenjuje negativni naboj, a na zavareni dio se primjenjuje pozitivni naboj. Kod obrnutog polariteta istina je suprotna: žica je plus, a obradak je minus.
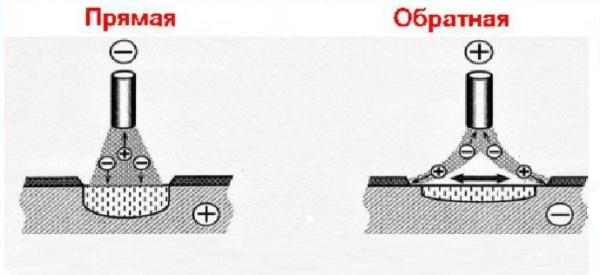
Važno je! Pri radu bez zaštitnog plina, punjena žica koristi metodu izravnog polariteta, a kod plina obrnuti polaritet.
Zvuk kod zavarivanja
Slušanje zvukova zavarivanja je važno, posebno za početnike prilikom učenja. Pravilan zvuk kod zavarivanja poluautomatskim uređajem podsjeća na zvuk pečenja mesa u tavi. Kada se čuje zvuk "siktanje-zujanje", to znači da postoji ravnoteža između trenutnih postavki, brzine napajanja žicom i plina. Na promjenu zvuka tijekom rada uređaja mogu utjecati:
- slab kontakt između stezaljke za uteg i dijela;
- prisutnost smrznutog spreja na vrhu plamenika, sprečavajući normalan protok plina;
- slabo očišćen od hrđe ili područja zavarivanja.
Mjere sigurnosti na radu
Pri radu s opremom za zavarivanje potrebno je pridržavati se sljedećih sigurnosnih mjera.
- Zavarivač mora zaštititi sve dijelove tijela od prskanja vrućeg metala na njima. Za ovo rabljenu radnu odjećučvrsto pokrivaju izložena područja tijela, kao i zaštitne rukavice. Odjeća mora biti izrađena od gustog materijala koji može izdržati prodor vrućih prskanja. Ni u kom slučaju odjeća ne bi trebala biti izrađena od sintetičkih vlakana, koja se, kada su izložena visokim temperaturama, počinju topiti. Takav materijal odmah izgara, što može uzrokovati opekline zavarivača.
- Budući da se tijekom zavarivanja stvara teško ultraljubičasto zračenje, potrebno je zaštititi oči od njega maska s toniranim staklom, Ne tako davno na tržištu su se pojavile maske s “kameleonskim” staklom, koje se zatamnjuju kad se pojavi jaka svjetlost. Također, druge dijelove tijela treba zaštititi od ultraljubičastog zračenja.
- Cipele moraju biti zatvorene kako bi se spriječilo da vruće prskanje padne u nju.
- Prostorija u kojoj se izvode zavarivački radovi mora imati prisilnu ili prirodnu ventilaciju (prisutnost prozora koji se mogu otvoriti). Udisanje para i dima nastalih tijekom postupka zavarivanja negativno utječe na ljudsko zdravlje.
/rating_off.png)











